

















|
詳細情報 |
|||
| 特殊用途: | ファイリング キャビネット | 一般用: | 商用家具 |
|---|---|---|---|
| 一般用: | 商用家具 | 一般用: | 商用家具 |
| タイプ: | オフィス 家具 | タイプ: | オフィス 家具 |
| タイプ: | オフィス 家具 | 材料: | メタル |
| 材料: | メタル | 材料: | メタル |
| 色: | 白か灰か黒か | 色: | 白か灰か黒か |
| 製品名: | ホーム オフィス ファイル キャビネット | 構造: | ノックダウン構造 |
| 構造: | ノックダウン構造 | ロック: | サイバーロックやWTロック |
| 表面: | 静電気の粉のコーティングの終わり | 証明書: | ISO9001,ISO14001,BIFMA,SGS |
| 名前: | オーダーメイドの金属オフィス家具 | パッケージの詳細: | 標準の5層の紙箱で,ポリーフームが入っています. |
| パッケージの詳細: | 標準の5層の紙箱で,ポリーフームが入っています. | 使用: | オフィス,学校,家,工場,銀行など |
| 商品名: | 貯蔵用詰め物キャビネット | 商品名: | 貯蔵用詰め物キャビネット |
| 販売ユニット: | 単一項目 | 販売ユニット: | 単一項目 |
| 単一パッケージサイズ: | 112×93×14cm | 単体総重量: | 27.000kg |
| パッケージの種類: | プラスチック袋の中から ポリフォームの包装 そして5層の紙箱外から 1pcs/ctn | パッケージの種類: | プラスチック袋の中から ポリフォームの包装 そして5層の紙箱外から 1pcs/ctn |
製品の説明
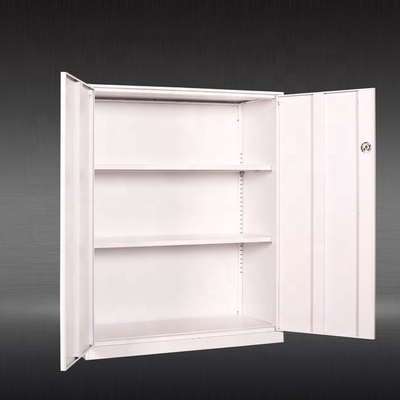
新しいデザインのモダンな貯蔵庫 埋め込みキャビネット カスタム金属オフィス家具 多機能のホームオフィスファイルキャビネット
鋼製のファイルキャビネットは,冷たいローリング鋼板から作られ,完全な精密な生産プロセスで完成します.情報やあらゆる種類のファイル適用場所:サービス企業,工場,学校,様々な訓練機関,病院,銀行,政府機関,その他の企業および機関に適しています.
|
商品番号
|
製品サイズ
|
パッケージのサイズ
|
パッケージの容量
|
体重
|
|
MFC31302
|
H1090*W900*D400mm
|
H1120*W930*D140mm
|
0.146cbm
|
27kg
|
主な製造プロセス
1材料切削: プレート・シースを使用して,冷たいローリングされた鋼板 (バックプレート,サイドプレート,ドアプレート,屋根プレート,出口プレート,層プレートなど) の必要なサイズを切断します.
2スタンピング: コーナーエッジ,ハンドル,および予約する必要がある他の位置をパンチするためにパンチマシンを使用します.
3折りたたみ: 折りたたみ機を使って内側と外側を折りたたむ.
4溶接:スポット溶接機で強化
5. 磨き: 溶接合体の表面は磨きされ,平らな表面で,割れがない.
6油取りと酸化: 溶接したファイルキャビネットを化学タンクに置く.
7噴霧鋳造:半成品は噴霧テーブルに入れて静電で噴出されます.
8組み立て: ドア,ハンドル,鍵,その他のアクセサリーを組み立てます.
9検査: 検査者による検査
10完成品:紙に包まれています.
品質要件:
A) 材料のサイズを正確に確認するために,材料を厳格に校正し位置付けます.
B) 溶接前には,材料が損傷,穴,または不均等かどうか再確認する.
C) 溶接では,偽溶接,欠損溶接,および大きな溶接傷は許されない.
(D) 納品前には,工場の検査や写真検査が顧客の要求に応じて実施できます.
解体構造:フラットパッケージング,製品のパッケージングの量を削減し,便利な物流輸送と取り扱い,損傷率を効果的に削減します.
内包装: 圧力を緩め,抵抗するために二層の泡板が使用され,四角は打撃や衝突を防ぐためにクラフト紙で覆われています.各パーツは,磨きと滑り防止するために真珠の綿で包まれています輸送中の製品の損傷を大幅に軽減します.
外包:外包は,両面の5層の波紋紙からできています.つまり,3コアの2面の7層の紙です.2層の紙と3層の波紋紙のベース紙で.
特殊梱包:一部の商品や特殊顧客では,製品を最大限に無傷に保護するために,カートン+木製枠/木製ケースの形を使用します.
主な製造プロセス
1材料切削: プレート・シースを使用して,冷たいローリングされた鋼板 (バックプレート,サイドプレート,ドアプレート,屋根プレート,出口プレート,層プレートなど) の必要なサイズを切断します.
2スタンピング: コーナーエッジ,ハンドル,および予約する必要がある他の位置をパンチするためにパンチマシンを使用します.
3折りたたみ: 折りたたみ機を使って内側と外側を折りたたむ.
4溶接:スポット溶接機で強化
5. 磨き: 溶接合体の表面は磨きされ,平らな表面で,割れがない.
6油取りと酸化: 溶接したファイルキャビネットを化学タンクに置く.
7噴霧鋳造:半成品は噴霧テーブルに入れて静電で噴出されます.
8組み立て: ドア,ハンドル,鍵,その他のアクセサリーを組み立てます.
9検査: 検査者による検査
10完成品:紙に包まれています.
品質要件:
A) 材料のサイズを正確に確認するために,材料を厳格に校正し位置付けます.
B) 溶接前には,材料が損傷,穴,または不均等かどうか再確認する.
C) 溶接では,偽溶接,欠損溶接,および大きな溶接傷は許されない.
(D) 納品前には,工場の検査や写真検査が顧客の要求に応じて実施できます.